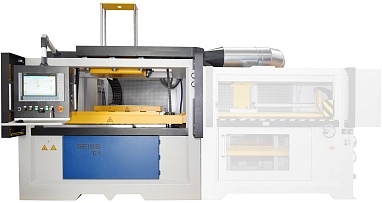
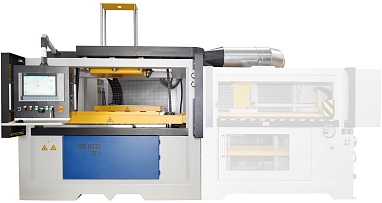
Машины серии Ts1
Машина серии Ts1 прекрасно подходит для формования небольших деталей из традиционных термопластов. Очень часто используется для изготовления рекламной продукции, корпусных деталей, часто применяется в университетах и различных лабораториях.
По сравнению с серией Т10, которая предназначена для формования любого термопласта любой толщины, машины серии Ts1 не имеют возможности установки следующих опций, которые есть на машинах серии Т10:
- вакуумного резервуара и автоматического переключения с резервуара на насос
- Опц. 5.1) Несколько рядов приподнимаемых шариковых роликов в столе машины для приподнимания блока формы;
- Опц. 5.2) Тележка для смены формы, стыкуемая с корпусом машины.
- Опц.10) Фотодатчик для дополнительного страхования верхнего и нижнего нагревателей от контакта с материалом.
- Опц.11) Дополнительный комплект редукционных плит в дополнение к Опц.9)
- Опц. 32) Оборудование для формования избыточным давлением и двулистного формования (Twin-Sheet) и соответственно Опц.31.2) и 70)
- Опц. 33) Пакет для производства сантехнических изделий из акрила, в особенности ванн.
- Опц. 44) Пневматическое автоматическое поднятие и опускание верхнего нагревателя.
- Опц. 46) Механическая блокировка пуансона и стола машины с помощью гидравлических цилиндров короткого хода (ход 21 мм). Программируемое максимальное усилие до 1000 кН.
- Опц. 57.1) Оборудование машины в виде рулонного автомата с постоянным игольчатым цепным транспортом.
- Опц. 57.2) Двулистный рулонный автомат Twin-Sheet.
- Опц. 80) Оборудование для автоматической смены формы.
Базовое оснащение
Основные параметры базовой машины Ts1
Полуавтоматическая универсальная вакуум-формовочная машина
Вакуумно-формовочные машины этой серии гарантируют обработку любого нового изделия из термопластического материала любой толщины в диапазоне параметров обработки, заданной производителем материала, и при соблюдении данных паспорта безопасности материала. Это гарантируется независимо от оснащения машины.
Новая серия „Ts1“ без механической синхронизации представляет собой машину, на которой все узлы приводятся в движение сервоприводами (моторами):
- 4 шарико-винтовых пары и 4 сервомотора для стола - усилие смыкания 2.3 тонны
- 4 шарико-винтовых пары и 4 сервомотора для зажимной рамы - усилие смыкания 1.5 тонны
- 2 шарико-винтовых пары и 2 сервомотора для пуансона - усилие смыкания 0.75 тонны
Очень компактная система с наименьшими внешними габаритами. Нет необходимости в платформе для оператора, поскольку машина имеет оптимальную рабочую высоту.
Все машины данной серии сертифицированы по стандарту ЕС.
Размеры листовых заготовок, которые могут быть переработаны на данной машине:
По оси Х: от 250мм до 1500мм
По оси Y: от 270мм до 1000мм
Высота формы: до 450мм
При использовании пуансона высота формы, особенно при позитивно-негативном формовании, может значительно сокращаться.
Вакуум-формовочные машины Geiss работают принципиально с зажимной кромкой в 20 мм, поэтому максимальная полезная площадь формования составляет: размер листа минус 40мм на каждую ось машины.
Вакуумно-формовочные машины этой серии гарантируют обработку любого нового изделия из термопластического материала любой толщины в диапазоне параметров обработки, заданной производителем материала, и при соблюдении данных паспорта безопасности материала. Это гарантируется независимо от оснащения машины.
Новая серия „Ts1“ без механической синхронизации представляет собой машину, на которой все узлы приводятся в движение сервоприводами (моторами):
- 4 шарико-винтовых пары и 4 сервомотора для стола - усилие смыкания 2.3 тонны
- 4 шарико-винтовых пары и 4 сервомотора для зажимной рамы - усилие смыкания 1.5 тонны
- 2 шарико-винтовых пары и 2 сервомотора для пуансона - усилие смыкания 0.75 тонны
Очень компактная система с наименьшими внешними габаритами. Нет необходимости в платформе для оператора, поскольку машина имеет оптимальную рабочую высоту.
Все машины данной серии сертифицированы по стандарту ЕС.
Размеры листовых заготовок, которые могут быть переработаны на данной машине:
По оси Х: от 250мм до 1500мм
По оси Y: от 270мм до 1000мм
Высота формы: до 450мм
При использовании пуансона высота формы, особенно при позитивно-негативном формовании, может значительно сокращаться.
Вакуум-формовочные машины Geiss работают принципиально с зажимной кромкой в 20 мм, поэтому максимальная полезная площадь формования составляет: размер листа минус 40мм на каждую ось машины.
Оснащение базовой машины серии Ts1
a) Верхний нагреватель, оснащенный кварцевыми нагревательными элементами типа "FAST", размер нагревательных элементов 250 х 63 мм; мощность 485 ватт.
b) Отдельно управляемый нижний нагреватель с тем же типом нагревательных элементов, что и верхний.
Закрыт стеклокерамической защитной плитой.
c) Оба нагревателя передвигаются по независимым линейным направляющим. Регулировка мощности каждого отдельного нагревательного элемента обеих зон нагрева, включая контроль работы. Кроме того, вывод поля нагрева на экран системы управления в виде многоцветной картинки согласно патенту фирмы GEISS.
d) Подача обоих нагревателей осуществляется с помощью сервомоторов.
e) Все остальные движения осуществляются с помощью моторных приводов.
f) Тяжелая зажимная рама с регулируемыми зубчатыми полотнами, перемещается вертикально по отношению к формовочному окну. Равномерное распределение усилия прижима. Нет необходимости настраивать на толщину листа. Зажимная рама бесступенчато регулируется по обеим осям без применения дополнительных устройств. Любая позиция хода рамы может быть запрограммирована и сохранена в системе управления.
g) Со стороны оператора машина защищена световым барьером с автоматической системой контроля.
h) Навесная передняя дверь с пневматическим замком для удобной смены формы.
i) Система управления машины Simatic S7 с децентрализованным подключением всех периферийных групп через шинную систему Profinet. Все элементы управления, индикация и элементы контроля на единой панели управления IFP 1500/Touchkey, размещенной на поворотном пульте слева впереди машины.
j) Комплектная вакуумная система с 1 вакуумным(ми) насосом (ами) на 100 m3/h и автоматическим контролем уровня масла и состояния фильтров, включая подключение к панели оператора.
l) Воздушно-капельное охлаждение посредством 4 вентиляторов на 26 м3/мин, электрическая мощность каждого составляет 700 ватт.
m) Вентиляторы снабжены системой охлаждения водяным туманом, синхронизированным с подачей потока воздуха. Необходимо центральное подключение к воде для всех расходных точек машины.
n) Автоматический контроль провисания листа во время нагревания посредством инфракрасного фотоэлемента.
o) Для смены формы с применением вилочного погрузчика машина имеет достаточное пространство в опорной плите.
q) Автоматическое вентилирование формы перед снятием отформованной детали с формы.
r) Стандартный цвет машины светло-серый RAL 7035, генциановый синий RAL 5010 и темно-серый RAL 7021 с маркировкой подвижных частей в сигнальный желтый цвет RAL 1003.
s) Вакуумный насос устанавливается в салазки.
b) Отдельно управляемый нижний нагреватель с тем же типом нагревательных элементов, что и верхний.
Закрыт стеклокерамической защитной плитой.
c) Оба нагревателя передвигаются по независимым линейным направляющим. Регулировка мощности каждого отдельного нагревательного элемента обеих зон нагрева, включая контроль работы. Кроме того, вывод поля нагрева на экран системы управления в виде многоцветной картинки согласно патенту фирмы GEISS.
d) Подача обоих нагревателей осуществляется с помощью сервомоторов.
e) Все остальные движения осуществляются с помощью моторных приводов.
f) Тяжелая зажимная рама с регулируемыми зубчатыми полотнами, перемещается вертикально по отношению к формовочному окну. Равномерное распределение усилия прижима. Нет необходимости настраивать на толщину листа. Зажимная рама бесступенчато регулируется по обеим осям без применения дополнительных устройств. Любая позиция хода рамы может быть запрограммирована и сохранена в системе управления.
g) Со стороны оператора машина защищена световым барьером с автоматической системой контроля.
h) Навесная передняя дверь с пневматическим замком для удобной смены формы.
i) Система управления машины Simatic S7 с децентрализованным подключением всех периферийных групп через шинную систему Profinet. Все элементы управления, индикация и элементы контроля на единой панели управления IFP 1500/Touchkey, размещенной на поворотном пульте слева впереди машины.
j) Комплектная вакуумная система с 1 вакуумным(ми) насосом (ами) на 100 m3/h и автоматическим контролем уровня масла и состояния фильтров, включая подключение к панели оператора.
l) Воздушно-капельное охлаждение посредством 4 вентиляторов на 26 м3/мин, электрическая мощность каждого составляет 700 ватт.
m) Вентиляторы снабжены системой охлаждения водяным туманом, синхронизированным с подачей потока воздуха. Необходимо центральное подключение к воде для всех расходных точек машины.
n) Автоматический контроль провисания листа во время нагревания посредством инфракрасного фотоэлемента.
o) Для смены формы с применением вилочного погрузчика машина имеет достаточное пространство в опорной плите.
q) Автоматическое вентилирование формы перед снятием отформованной детали с формы.
r) Стандартный цвет машины светло-серый RAL 7035, генциановый синий RAL 5010 и темно-серый RAL 7021 с маркировкой подвижных частей в сигнальный желтый цвет RAL 1003.
s) Вакуумный насос устанавливается в салазки.
Опционы
Опция 9) - Регулируемое формовочное окно (Window plate system)
Бесступенчатое моторизованное регулирование формовочного окна по обеим осям.
Является одним из ключевых изобретений фирмы Geiss в мире тяжелой вакуумной формовки. Позволяет проводить смену формата листа без смены формовочного окна (апертурной плиты).
По оси Х ход изменения окна составляет 1000мм, по оси Y - 500мм. Это означает, например, что при размере машины 2000х1500мм Вы сможете бесступенчато уменьшать проем формовочного окна с размера 1500х1000мм до 500х5000мм, не меняя самой плиты!
При необходимости дальнейшего уменьшения окна устанавливается аналогичная система на меньший размер, либо жесткое окно под индивидуальный, "редкий" размер листа.
При наличии опциона 8) - Моторизованная бесступенчатая регулировка зажимной рамы по обеим осям и опциона 45) - Зажимная рама и формовочное окно с программируемыми и автоматическими осями с сохранением позиций в памяти системы управления полный переход на новую форму со сменой формата листа осуществляется всего лишь за 12-15 минут силами одного оператора!
Данный опцион является обязательным для компаний, производящих малые и средние серии продукции с частыми сменами форм и размеров заготовок.
Он позволяет экономить самое дорогое в производстве - машинное время, а также уйти от расходов на производство, транспортировку и хранение десятков комплектов сварных плит с жестким, нерегулируемым формовочным окном!
Опцион является абсолютным хитом не только у Европейских формовщиков, но также установлен на 100% машин, поставленных на сегодня через ООО "Гайсс РУС" в Россию и Беларусь!
Является одним из ключевых изобретений фирмы Geiss в мире тяжелой вакуумной формовки. Позволяет проводить смену формата листа без смены формовочного окна (апертурной плиты).
По оси Х ход изменения окна составляет 1000мм, по оси Y - 500мм. Это означает, например, что при размере машины 2000х1500мм Вы сможете бесступенчато уменьшать проем формовочного окна с размера 1500х1000мм до 500х5000мм, не меняя самой плиты!
При необходимости дальнейшего уменьшения окна устанавливается аналогичная система на меньший размер, либо жесткое окно под индивидуальный, "редкий" размер листа.
При наличии опциона 8) - Моторизованная бесступенчатая регулировка зажимной рамы по обеим осям и опциона 45) - Зажимная рама и формовочное окно с программируемыми и автоматическими осями с сохранением позиций в памяти системы управления полный переход на новую форму со сменой формата листа осуществляется всего лишь за 12-15 минут силами одного оператора!
Данный опцион является обязательным для компаний, производящих малые и средние серии продукции с частыми сменами форм и размеров заготовок.
Он позволяет экономить самое дорогое в производстве - машинное время, а также уйти от расходов на производство, транспортировку и хранение десятков комплектов сварных плит с жестким, нерегулируемым формовочным окном!
Опцион является абсолютным хитом не только у Европейских формовщиков, но также установлен на 100% машин, поставленных на сегодня через ООО "Гайсс РУС" в Россию и Беларусь!

Опция 16.1) - Галогеновые нагреватели типа "Flash"
Оборудование обоих нагревателей галогеновыми излучателями типа “FLASH”.
Эти зарекомендовавшие себя с наилучшей стороны излучатели сделали наши одностанционные вакуум-формовочные машины самыми производительными на рынке.
Галогеновые нагреватели являются самыми экономичными. Средний расход электроэнергии на нагрев 1 кг пластика в зависимости от применяемого типа нагревательных элементов:
Керамические - 0,97 кВт
Кварцевые (база в машинах Geiss) - 0,59 кВт
Галогеновые - 0,44 кВт
Машины с галогеновыми нагревателями расходуют 75% от энергии кварцевых нагревателей.
Машины с галогеновыми нагревателями расходуют 45% от энергии керамических нагревателей.
Машины с кварцевыми нагревателями расходуют 61% от энергии керамических нагревателей.
Такой экономический эффект при большей подключаемой мощности для галогеновых нагревателей связан с тем, что в задней позиции галогеновые элементы полностью отключаются и не потребляют энергии. Кроме того, инфракрасное излучение галогеновых элементов, имеющих более короткую волну, проникает сразу в материал, а не греет его поверхностным воздухом, цикл нагрева получается на многих деталях короче на 30%-40%.
Для прогрева толстых материалов (толщина свыше 6мм) галогеновые элементы являются лучшими и самыми щадящими на рынке, т.к. при быстром нагреве не сжигают поверхность, а проникают в сердцевину материала.
Галогеновые элементы прекрасно греют одноцветные и прозрачные материалы. Для нагрева цветных поверхностей используются галогеновые элементы 2го поколения типа "Speedium" (Опц.16.2.1). Перед применением элементов "Speedium" для цветных поверхностей необходима консультация с заводом по типу цветных поверхностей, подлежащих формованию.
Эти зарекомендовавшие себя с наилучшей стороны излучатели сделали наши одностанционные вакуум-формовочные машины самыми производительными на рынке.
Галогеновые нагреватели являются самыми экономичными. Средний расход электроэнергии на нагрев 1 кг пластика в зависимости от применяемого типа нагревательных элементов:
Керамические - 0,97 кВт
Кварцевые (база в машинах Geiss) - 0,59 кВт
Галогеновые - 0,44 кВт
Машины с галогеновыми нагревателями расходуют 75% от энергии кварцевых нагревателей.
Машины с галогеновыми нагревателями расходуют 45% от энергии керамических нагревателей.
Машины с кварцевыми нагревателями расходуют 61% от энергии керамических нагревателей.
Такой экономический эффект при большей подключаемой мощности для галогеновых нагревателей связан с тем, что в задней позиции галогеновые элементы полностью отключаются и не потребляют энергии. Кроме того, инфракрасное излучение галогеновых элементов, имеющих более короткую волну, проникает сразу в материал, а не греет его поверхностным воздухом, цикл нагрева получается на многих деталях короче на 30%-40%.
Для прогрева толстых материалов (толщина свыше 6мм) галогеновые элементы являются лучшими и самыми щадящими на рынке, т.к. при быстром нагреве не сжигают поверхность, а проникают в сердцевину материала.
Галогеновые элементы прекрасно греют одноцветные и прозрачные материалы. Для нагрева цветных поверхностей используются галогеновые элементы 2го поколения типа "Speedium" (Опц.16.2.1). Перед применением элементов "Speedium" для цветных поверхностей необходима консультация с заводом по типу цветных поверхностей, подлежащих формованию.

Опция 61) - Автоматический загрузчик листов
Автоматический загрузчик листов для автоматической загрузки листов любого размера, вплоть до максимально возможного на данной машине.
Данное оборудование позволяет осуществлять автоматическую загрузку и разгрузку позитивно и негативно формованных деталей вплоть до максимально возможной высоты формы.
Оборудование зажимной рамы захватами для приподнимания формованных деталей. Автоматическое управление всем процессом.
Съём формованной детали на разгрузочную тележку. Защита стороны съёма посредством светового барьера.
Кроме того к данному оборудованию могут добавляться следующие опционы:
Opt. 62)
Пневматический разделитель листов для уверенного съёма тонких листов со штапеля.
Opt. 63)
Устройство автоматического позиционирования листов спереди назад.
Opt. 64)
Устройство автоматического позиционирования листов справа налево.
Opt. 65)
Деионизатор для снятия электростатического напряжения с пластмассовых листов и улучшения их разделения; длина 800 мм (только в комбинации с Опц.62; Опц.63). Мы рекомендуем на 800 мм длины устанавливать по 1 прибору.
Opt. 66)
Контрольное устройство для контроля захвата только одного листа. Данное оборудование необходимо при работе с относительно тонкими или сильно залипающими листами, чтобы гарантировать в каждый цикл захват только одного листа.
Opt. 67)
Устройство для загрузки 2 листов одновременно. Данное оборудование позволяет переработку 2 одинаковых по размерам листов в полностью автоматическом режиме. Позиционируются оба листа.
Opt. 68.1)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – вправо.
Высота формы сокращается на 80 мм.
Данное направление сдвига рекомендуется при установке горизонтальной ленточной пилы HBS.
Opt. 68.2)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – влево.
Предоставляет возможность поставить 2 машины друг против друга и сгружать формованные детали с обеих машин в одном направлении.
Opt. 68.3)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – вперед.
Opt. 68.4)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – назад.
Opt. 69)
Соединение данной вакуум-формовочной машины с горизонтальной ленточной пилой, которая заказывается отдельно.
Примечание: Опц. 4) горизонтальной ленточной пилы должен быть заказан дополнительно.
Opt. 70)
Оборудование для пакета TWINSHEET для автоматического подвода 2 листов на различном уровне.
Opt. 71)
При оснащении данной машины рулонным автоматом необходимо настолько понижать уровень загрузочной тележки, чтобы формованная деталь могла без проблем подаваться через данный стол на транспортер с поперечным резаком. Данная подгонка осуществляется при выборе функции автоматически.
Opt. 72)
Аварийный фотодатчик для предотвращения столкновения во время загрузки материала вилочным погрузчиком.
Внимание: сокращение максимальной высоты стопки с листами на 30 мм.
Opt. 73.1)
Автоматический прибор для очистки и деионизации нижней стороны листа по время такта загрузки.
Opt. 73.2)
Автоматический прибор для очистки и деионизации верхней стороны листа по время такта загрузки.
Opt. 73.3)
Автоматическая очистка верхней стороны листа с помощью сжатого воздуха.
Opt. 74)
Полностью автоматическая система центральной смазки автоматического загрузчика листов с индивидуальным дозированием количества необходимых смазочных средств для всех главных пневматических цилиндров, направляющих профилей и всех других важных точек смазки.
Данное оборудование позволяет осуществлять автоматическую загрузку и разгрузку позитивно и негативно формованных деталей вплоть до максимально возможной высоты формы.
Оборудование зажимной рамы захватами для приподнимания формованных деталей. Автоматическое управление всем процессом.
Съём формованной детали на разгрузочную тележку. Защита стороны съёма посредством светового барьера.
Кроме того к данному оборудованию могут добавляться следующие опционы:
Opt. 62)
Пневматический разделитель листов для уверенного съёма тонких листов со штапеля.
Opt. 63)
Устройство автоматического позиционирования листов спереди назад.
Opt. 64)
Устройство автоматического позиционирования листов справа налево.
Opt. 65)
Деионизатор для снятия электростатического напряжения с пластмассовых листов и улучшения их разделения; длина 800 мм (только в комбинации с Опц.62; Опц.63). Мы рекомендуем на 800 мм длины устанавливать по 1 прибору.
Opt. 66)
Контрольное устройство для контроля захвата только одного листа. Данное оборудование необходимо при работе с относительно тонкими или сильно залипающими листами, чтобы гарантировать в каждый цикл захват только одного листа.
Opt. 67)
Устройство для загрузки 2 листов одновременно. Данное оборудование позволяет переработку 2 одинаковых по размерам листов в полностью автоматическом режиме. Позиционируются оба листа.
Opt. 68.1)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – вправо.
Высота формы сокращается на 80 мм.
Данное направление сдвига рекомендуется при установке горизонтальной ленточной пилы HBS.
Opt. 68.2)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – влево.
Предоставляет возможность поставить 2 машины друг против друга и сгружать формованные детали с обеих машин в одном направлении.
Opt. 68.3)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – вперед.
Opt. 68.4)
Пневматический шибер для сдвигания формованных деталей с тележки загрузочной машины. Направление сдвига – назад.
Opt. 69)
Соединение данной вакуум-формовочной машины с горизонтальной ленточной пилой, которая заказывается отдельно.
Примечание: Опц. 4) горизонтальной ленточной пилы должен быть заказан дополнительно.
Opt. 70)
Оборудование для пакета TWINSHEET для автоматического подвода 2 листов на различном уровне.
Opt. 71)
При оснащении данной машины рулонным автоматом необходимо настолько понижать уровень загрузочной тележки, чтобы формованная деталь могла без проблем подаваться через данный стол на транспортер с поперечным резаком. Данная подгонка осуществляется при выборе функции автоматически.
Opt. 72)
Аварийный фотодатчик для предотвращения столкновения во время загрузки материала вилочным погрузчиком.
Внимание: сокращение максимальной высоты стопки с листами на 30 мм.
Opt. 73.1)
Автоматический прибор для очистки и деионизации нижней стороны листа по время такта загрузки.
Opt. 73.2)
Автоматический прибор для очистки и деионизации верхней стороны листа по время такта загрузки.
Opt. 73.3)
Автоматическая очистка верхней стороны листа с помощью сжатого воздуха.
Opt. 74)
Полностью автоматическая система центральной смазки автоматического загрузчика листов с индивидуальным дозированием количества необходимых смазочных средств для всех главных пневматических цилиндров, направляющих профилей и всех других важных точек смазки.

Опция 3) - Цифровой контроль температуры формы
Цифровой температурный контроль температуры формы с постоянным автоматическим контролем за жидкостью. Программируемый недельный таймер для автоматической активации прибора.
● Opt. 3.1.1)
- температурный контролер до 95°C,
Мощность насоса 60 л/мин, мощность охлаждения макс. 6,3 кВт и
мощность нагрева 9кВт
● Opt. 3.1.2)
- температурный контролер до 95°C,;
Мощность насоса 80 л/мин, мощность охлаждения 250 кВт и мощность
нагрева 9кВт
● Opt. 3.2)
- высокотемпературный контролер до 150°C
Мощность насоса 150 л/мин, мощность охлаждения 200 кВт и мощность
нагрева 12кВт
Для производства серийной продукции в подавляющем большинстве случаев используются алюминиевые формы с контролем заданной температуры формы. Перегрев формы опасен залипанием листа на форме, что приводит к браку и вынужденному останову машины на время охлаждения формы.
Опции термостатирования позволяют держать температуру формы постоянной в независимости от количества произведенных на машине циклов формования. Благодаря работе контроллера по таймеру Вы имеете нужную температуру формы точно по нужному Вам графику.
Таким образом, Вы гарантируете себе, что уже первая деталь в смену будет отформована с серийным качеством!
Опция 4) - Цифровой радиационный пирометр
Цифровой радиационный пирометр, новое изобретение. Данное обновленное устройство больше не нуждается в циркуляции охлаждающей воды!
● Opt. 4.1)
- встроен в верхний нагреватель для контроля времени нагрева обоих нагревателей.
● Opt. 4.2)
- встроен в нижний нагреватель для контроля времени нагрева нижнего нагревателя
Внимание: уменьшение глубины вытяжки на 30 мм.
● Opt. 4.3)
- установлен на раме машины для контроля времени охлаждения.
В базовой версии нагрев листа программируется по времени, которое устанавливается опытным визуальным путем. Данная система имеет существенный недостаток - время нагрева одного и того же листа будет разным в зависимости от окружающей температуры воздуха, температуры в рабочей зоне машины и т.д. Это приводит к тому, что формование происходит всегда при разной температуре самого материала.
Пирометры позволяют полностью исключить данную проблему, поскольку при их наличии программа устанавливается на заданную температуру поверхности листа, которую регистрирует пирометр. Вне зависимости от длительности, затраченной на нагрев при достижении заданной температуры система управления отключает оба нагревателя и отводит их в заднюю позицию.
Опции 4.1) и 4.2) контролируют нагрев, опцион 4.3) контролирует температуру охлаждаемой детали, т.е. позволяет также производить расформовку всегда при одной и той же температуре.
Таким образом, Вы имеете 100% стабильный процесс нагрева и охлаждения вне зависимости от окружающей среды эксплуатации вакуум-формовочной машины.
● Opt. 4.1)
- встроен в верхний нагреватель для контроля времени нагрева обоих нагревателей.
● Opt. 4.2)
- встроен в нижний нагреватель для контроля времени нагрева нижнего нагревателя
Внимание: уменьшение глубины вытяжки на 30 мм.
● Opt. 4.3)
- установлен на раме машины для контроля времени охлаждения.
В базовой версии нагрев листа программируется по времени, которое устанавливается опытным визуальным путем. Данная система имеет существенный недостаток - время нагрева одного и того же листа будет разным в зависимости от окружающей температуры воздуха, температуры в рабочей зоне машины и т.д. Это приводит к тому, что формование происходит всегда при разной температуре самого материала.
Пирометры позволяют полностью исключить данную проблему, поскольку при их наличии программа устанавливается на заданную температуру поверхности листа, которую регистрирует пирометр. Вне зависимости от длительности, затраченной на нагрев при достижении заданной температуры система управления отключает оба нагревателя и отводит их в заднюю позицию.
Опции 4.1) и 4.2) контролируют нагрев, опцион 4.3) контролирует температуру охлаждаемой детали, т.е. позволяет также производить расформовку всегда при одной и той же температуре.
Таким образом, Вы имеете 100% стабильный процесс нагрева и охлаждения вне зависимости от окружающей среды эксплуатации вакуум-формовочной машины.

опция 51) - Рулонный автомат
Рулонный автомат позволяет работать с материалом, толщиной не более 6 мм. Позволяет ускорить процесс формования и, также, дает возможность работать с материалом толщиной менее 1 мм.
● Opt. 51) - держатель для рулона пленки с пневматическим предварительным разматыванием, максимальный диаметр рулона 800 мм.
● Opt. 52) - пневматическое приподнимание рулона пленки для облегчения смены рулона.
● Opt. 53) - транспортер пленки с сервомоторным приводом и поперечной гильотиной. Макс. усилие резания 20000 Н. Высота хода 400 мм.
● Opt. 55) - подготовка машины для подключения рулонного автомата. Если данное оборудование не было предусмотрено сразу, то при более позднем оснащении машины рулонным автоматом необходима замена всей зажимной рамы. Кроме того, может значительно сократиться глубина вытяжки.
● Opt. 56) - Продольный резак с двумя гильотинными ножами с моторным приводом для обрезки продольных кромок во время подачи ленты.
● Opt. 56.1) - Стоимость дополнительного продольного резака.
● Opt. 58) - в случае оснащения машины рулонным автоматом или подготовкой к рулонному автомату обычно необходима специальная конструкция зажимной рамы и системы сдвижного формовочного окна, чтобы обеспечить подачу материала справа. Только в этом случае с рулона можно формовать с наименьшими потерями. Возможны ограничения по глубине вытяжке или ограничения хода системы сдвижного формовочного окна и хода зажимной рамы.
● Opt. 51) - держатель для рулона пленки с пневматическим предварительным разматыванием, максимальный диаметр рулона 800 мм.
● Opt. 52) - пневматическое приподнимание рулона пленки для облегчения смены рулона.
● Opt. 53) - транспортер пленки с сервомоторным приводом и поперечной гильотиной. Макс. усилие резания 20000 Н. Высота хода 400 мм.
● Opt. 55) - подготовка машины для подключения рулонного автомата. Если данное оборудование не было предусмотрено сразу, то при более позднем оснащении машины рулонным автоматом необходима замена всей зажимной рамы. Кроме того, может значительно сократиться глубина вытяжки.
● Opt. 56) - Продольный резак с двумя гильотинными ножами с моторным приводом для обрезки продольных кромок во время подачи ленты.
● Opt. 56.1) - Стоимость дополнительного продольного резака.
● Opt. 58) - в случае оснащения машины рулонным автоматом или подготовкой к рулонному автомату обычно необходима специальная конструкция зажимной рамы и системы сдвижного формовочного окна, чтобы обеспечить подачу материала справа. Только в этом случае с рулона можно формовать с наименьшими потерями. Возможны ограничения по глубине вытяжке или ограничения хода системы сдвижного формовочного окна и хода зажимной рамы.
Примеры продукции
Рекламная продукция



Технические детали