
Дополнительные опции NC-эффективности
Преимущества:
// Оптимальная загрузка обрабатывающих центров
// Выигрыш времени благодаря параллельным расчётам
// Поддержка кинематики всех видов станков и роботов
// Работа в идентичном реальному виртуальном окружении
// Управление всеми NC-операциями из Центра Управления
Опционы
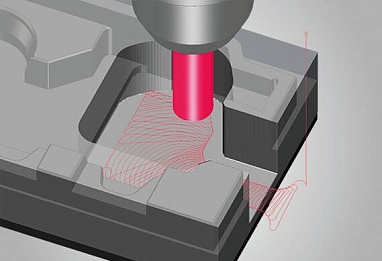
Избегание полного врезания
В зависимости от типа обработки и выбора станка на распознанных участках
возможно уменьшение подачи, преобразование в трохоидальный проход или
в динамические траектории стратегии адаптивного фрезерования.
Последняя стратегия позволяет задавать особенно большие значения
глубины резания.
Возникающие при этом ступени удаляются дополнительной опцией
«дообработка ступеней».
возможно уменьшение подачи, преобразование в трохоидальный проход или
в динамические траектории стратегии адаптивного фрезерования.
Последняя стратегия позволяет задавать особенно большие значения
глубины резания.
Возникающие при этом ступени удаляются дополнительной опцией
«дообработка ступеней».
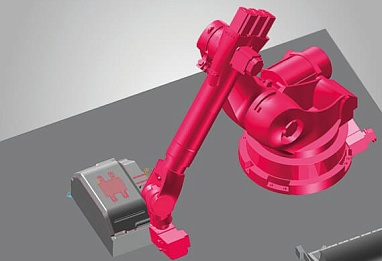
Применение виртуального робота
С помощью этой опции можно программировать и проверять УП на Обрабатывающих Центрах (ОЦ) с
количеством осей более 5, используя для этого виртуальные роботы. Так, например, 6-осевой шарнирный робот для легко обрабатываемых материалов и несложных применений можно использовать с меньшими требованиями к
точности.
количеством осей более 5, используя для этого виртуальные роботы. Так, например, 6-осевой шарнирный робот для легко обрабатываемых материалов и несложных применений можно использовать с меньшими требованиями к
точности.
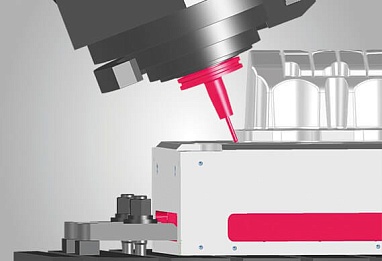
Применение виртуального станка
Эффективно для предварительного планирования установов, применяемых инструментов и просто для оценки
выполнимости. В момент определения NC-обработки вы настраиваете станок и находящиеся в нем агрегаты.
Во время процесса NC-программирования можно индивидуально позиционировать дополнительные, поворотные
оси и агрегаты. Рассчитанные траектории инструмента оптимизируются индивидуально в ходе симуляции обработки на станке.
выполнимости. В момент определения NC-обработки вы настраиваете станок и находящиеся в нем агрегаты.
Во время процесса NC-программирования можно индивидуально позиционировать дополнительные, поворотные
оси и агрегаты. Рассчитанные траектории инструмента оптимизируются индивидуально в ходе симуляции обработки на станке.

Параллельный расчёт процесса
Ускорьте существующий процесс с помощью опции параллельного расчёта. Это необходимо во время фонового расчета для обеспечения неограниченного доступа как к NC-функциям, так и к Центру Управления, работы
с NC-операциями, их выполнения, симуляции и вывода NC-программ.
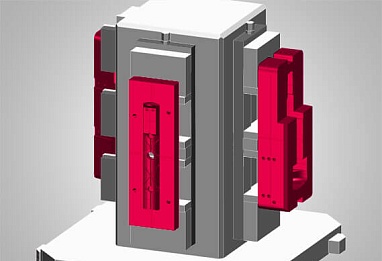
Комплексная обработка
Позволяет обрабатывать несколько деталей на столе станка, на растерной плите и оснастке башенного типа.
Позволяет разграничить во времени процессы NC-программирования и планирования обработки, при этом
сначала выполняется NC-программирование, а порядок и последовательность обработки определяется незадолго
до её начала.
ToolControl
Проведите сравнение реального инструмента и перенесите его в виртуальную библиотеку.
С его помощью Вы можете быть уверены, что такой инструмент не потянет за собой проблемы конечных выключателей и столкновения с деталью.